

")
Electric Monorail System (EMS)
Internal transport system that automates and streamlines the flow of pallets using self-propelled trolleys that move along electrified rails.
The product
Automated solution for high-speed pallet transport. Ideal for long distances
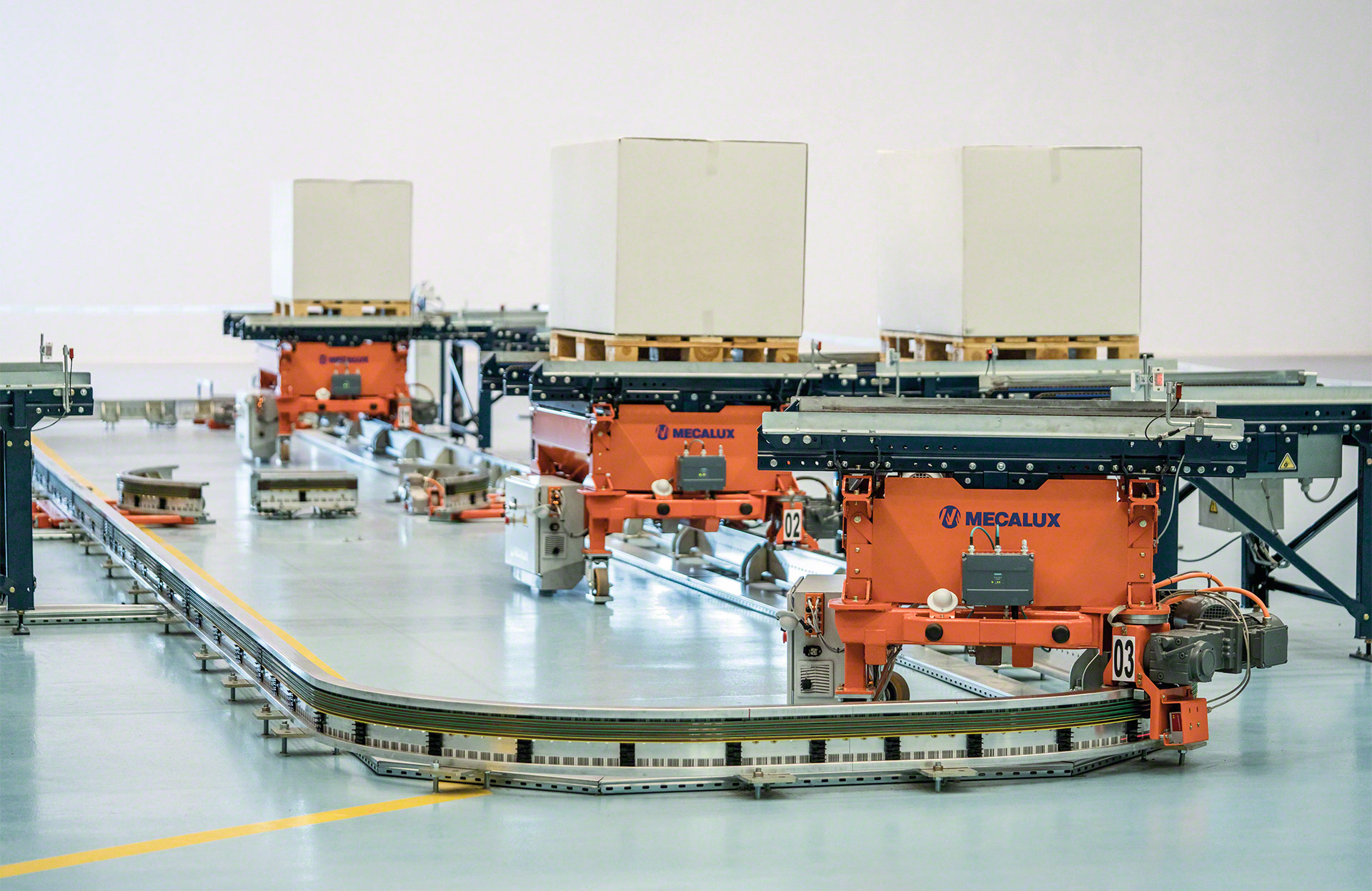
The electric monorail system comprises self-propelled trolleys that move pallets along a closed circuit of electrified rails (fixed to the floor or suspended from the ceiling). This completely configurable solution enables the design of circuits of varying complexity and great length to connect different areas quickly and efficiently.
Guided by software that regulates traffic and assigns the most appropriate route, the trolleys move through the circuit, transferring pallets between the various loading and unloading points. Thanks to its speed, Mecalux’s electric monorail system maximises the flow of goods in all types of warehouses and production centres.

Advantages of the electric monorail system
- High speed: the trolleys reach speeds of up to 100 m/min loaded and 120 m/min unloaded. This makes the system faster than conveyors, delivering a higher flow of pallets per hour.
- Long distances: electric monorail circuits are an excellent solution for automating the transport of palletised loads between distant points.
- Intelligent system: the warehouse control system (WCS) assesses circuit traffic and loading/unloading needs in real time to distribute tasks among available trolleys. It assigns each trolley the fastest path to its destination, dynamically modifying routes to avoid bottlenecks.
- Discontinuous autonomous movement: the trolleys navigate their assigned route independently. Thus, they can follow different paths within the same circuit and take shortcuts and detours.
- Fully configurable circuits: it is possible to design circuits that range in complexity, with straight and curved sections, intermediate switches, shortcuts, parallel routes, parking areas and maintenance zones.
- Flexibility and scalability: clients can add new trolleys and expand the circuit to accommodate increased production. Likewise, they can create new pallet loading and unloading stations or modify the location of existing stations.
- Silent, safe circulation: the design of the trolleys and the implementation of advanced acceleration and braking techniques ensure smooth, quiet movements. Continuous synchronisation between adjacent trolleys ensures that safe distances are maintained.
- Energy efficiency: parking areas enable users to adjust the number of trolleys in operation to workloads, significantly reducing energy consumption.
- Easy maintenance: trolleys are diverted to an auxiliary circuit for maintenance tasks, ensuring uninterrupted operation of the rest of the system.

Applications of electric monorail systems for pallets
Agile, versatile internal transport solution for automating the flow of pallets
This flexible system covers long distances and allows for the configuration of extremely varied routes. It can be adapted to different functions in various types of warehouses and production centres.

Connect areas within a facility
Monorail conveyor systems automate the flow of pallets between warehouse zones.

Link the warehouse with production
Electrified monorail systems connect the production lines with the warehouse.

Connect different warehouses
Pallet monorail systems are ideal for linking warehouses in separate buildings, as long circuits can be configured.

Supply shipping areas
Electric monorail systems expedite the transport of pallets to the shipping zone and their classification into preload channels.
Gallery







The electrified monorail system automates the internal flow of pallets
Models of electric monorail systems
Ceiling- or floor-mounted: two options to find the best solution
Trolley conveyor systems can be overhead or floor-mounted, depending on the location of the rail along which the trolleys circulate. The performance of both construction systems is very similar. The choice will depend on their specific use and the characteristics of the client’s facility.

Floor-mounted electric monorail system
Configuration in which the rail along which the trolleys move is installed directly on the floor. This model is suitable for medium-sized circuits and is very easy to install. It only requires a correctly levelled floor with optimal strength for securing the rail.

Overhead electric monorail system
Configuration whereby trolleys move suspended from a rail fixed to the ceiling or another elevated structure. As most of the warehouse floor remains free of rails, this variant is recommended to facilitate cleaning tasks or to allow for the creation of intermediate passageways (for people or handling vehicles). Overhead conveyor systems are also used in cases of flooring with low resistance or poor levelling.
Case studies
Luís Simões
The Luís Simões logistics centre in Cabanillas del Campo (Guadalajara)
Luís Simões, the logistics operator for food, beverage, perfumery, cosmetics and retail companies, has set up a warehouse. Mecalux has equipped it with pallet racks and a warehouse with automatic Pallet Shuttle with transfer cars for sequencing and organising prepared orders. Read more


Sokpol
A large warehouse to hold the juices of Sokpol in Poland
The huge warehouse of juice manufacturer Sokpol in the city of Myszków (Poland), connected automatically to the manufacturing centre by means of an electrified monorail system (EMS). The centre includes two warehouses, one with drive-in racking and the other with pallet racks and automatic operations. Read more

Zbyszko Company
A high profit-automated warehouse for one of the leading manufacturers of beverages in Poland
Example of automated solution for the Zbyszko warehouse in Poland developed by Mecalux and other examples of storage systems. Read more

Würth
A 100% automated, turnkey warehouse for Würth in La Rioja
The German fastener, connector and assembly component company Würth has opened a new automated clad-rack warehouse in La Rioja (Spain). This very large installation means the company can supply its Wúrth stores throughout Spain, as well as customers who have purchased tools, drill bits, nuts and bolts online. Read more

Congelados de Navarra
Mecalux stands alongside Congelados de Navarra in its steady growth
Case study automated clad-rack chambers for Congelados de Navarra in Spain designed by Mecalux and other examples of storage systems. Read more

Components of the electric monorail system
The circuits of the electric monorail system are characterised primarily by an electrified rail, which defines the path, and by autonomous trolleys that move along it, transporting pallets.
Mecalux’s electric monorail system is equipped with a set of safety devices and mechanisms. They prevent collisions between trolleys and enable their smooth navigation along the entire circuit.
")
Trolleys (floor-mounted system)
Extremely robust, compact vehicles used to transport pallets along floor-mounted monorail circuits. A drive unit is responsible for moving the trolleys along the electrified rail.
")
Rails (floor-mounted system)
Aluminium profiles anchored to the floor of the facility. These components form the circuit along which the trolleys move. They include copper conductors that supply electrical power to each trolley.
")
Trolleys (overhead system)
High-performance, autonomous vehicles employed in overhead conveyor systems. These trolleys move along a ceiling-mounted electrified rail by means of a drive unit.
")
Rails (overhead system)
Aluminium profiles suspended from the ceiling or another elevated structure in the facility. They define the circuit along which the trolleys travel in warehouses with overhead electric monorail systems. These rails incorporate copper conductors, which supply the energy that enables the trolleys to move.

Drive heads
Comprising a motor and a wheel, these components are designed to ensure agile, efficient movements. Integrated into both overhead and floor-mounted trolleys, they are charged with moving the trolley along the rail.

Conveyors
Each trolley — whether overhead or floor-mounted — is equipped with a roller or chain conveyor that enables it to transfer pallets to the loading and unloading stations.

On-board PLC
The trolleys are fitted with an on-board programmable logic controller (PLC) that communicates with the fleet management software to receive orders with the tasks to be carried out. The on-board PLC also controls the status of the trolley, sending orders to start and stop its movements.

Safety fencing
Perimeter enclosure that delineates and restricts access to the monorail conveyor circuit.

Photocells
These ensure a safe distance is maintained between the trolleys at all times.

Bumpers
Parts designed to absorb the force generated by possible contact with another trolley (e.g., during maintenance tasks).

Hydraulic buffers
These components compensate for the force exerted by the load on the trolley. They prevent swaying or tilting and provide stability as the vehicle moves along the circuit.
FAQs
An electric monorail is an automated discontinuous pallet transport system consisting of trolleys driven by an electric motor. These vehicles move along a closed circuit of electrified rails, transferring pallets between the various loading and unloading stations located at different points along the route. This highly agile, effective solution covers long distances, considerably speeding up the internal transport of palletised loads. It can be tailored to the requirements of different types of warehouses.
The trolleys of a monorail material handling system are high-speed vehicles, reaching up to 100 m/min loaded and 120 m/min unloaded.
Each trolley has a maximum payload of 1,500 kg.
The trolleys are compatible with pallets measuring 800 x 1,200 mm, 1,000 x 1,200 mm and 1,200 x 1,200 mm as well as 600 x 800 mm half pallets. Likewise, they can be adapted to handle pallets of other sizes as per client requirements, such as GMA (North American) pallets.
Electrified monorail systems are suitable for a wide range of temperatures, from -30 °C to 40 °C. Therefore, they are the perfect solution for automating the flow of palletised loads in cold storage and freezer warehouses.
The software monitors traffic along the electric monorail circuit in real time, assigning the tasks to be performed by the different trolleys. This program receives work orders from the warehouse management system (WMS) and distributes them among the trolleys. It indicates the loading and unloading stations to which each trolley should proceed, assigning these vehicles the most efficient route to complete the task.
In the circuits of overhead conveyor systems, the self-propelled trolleys move along aluminium rails secured to the ceiling or another elevated structure. In the case of floor-mounted monorail conveyors, on the other hand, the rails are anchored to the warehouse floor.
Overhead trolley conveyors are used when it is necessary to clear the warehouse floor of obstacles to enable the circulation of other handling equipment. Additionally, they facilitate cleaning tasks in environments with stringent hygiene requirements, such as in companies in the food sector. They are also ideal for buildings with flooring that is poorly levelled or lacks the necessary strength.
Floor-mounted electric monorail systems are typically employed when designing medium-length circuits. They are easy to install and allow for a small turning radius.
Like electrified monorail systems, pallet conveyor systems are designed to automate the internal flow of palletised loads. Conveyors stand out for their ability to move continuously, fostering the simultaneous transport of large volumes of pallets. Moreover, unlike electric monorail systems, conveyors can accumulate pallets; that is, they can keep them on standby to create a temporary buffer or regulate flows.
Although electrified monorail systems are a discontinuous internal transport solution, they are faster than conveyors. They can reach speeds of up to 100 m/min loaded, compared to the 20 m/min of conveyors. Therefore, electric monorail systems are the right choice when designing medium or long circuits or maximising pallet transport speeds.
Electric monorail systems and autonomous mobile robots (AMRs) are automated solutions designed to transport individual loads between two points. The electrified monorail system relies on the use of trolleys that transport pallets along a closed circuit with a defined perimeter. AMRs, meanwhile, move freely throughout the facility, following dynamic routes adapted to each task. Likewise, they are not bound by closed navigation circuits or restricted-access operation zones.
AMRs can be integrated into the warehouse layout more easily than electric monorail systems, as they do not require the installation of rails or safety fencing. However, electric monorail systems are often the optimal alternative in scenarios with high demand for pallet flows. This is because to handle such a workload with AMRs, it would be necessary to invest in a very large fleet.
Yes. The electric monorail system is a highly versatile internal transport solution adapted to the characteristics of the client’s facility. Thanks to this flexibility, the circuit can be tailored to meet specific requirements. For example, curves and switches can be added to create shortcuts, parallel routes, diagnostic stations or parking areas.
Yes. An electric monorail system can be used to link storage systems in separate warehouses, for instance. To do this, a tunnel or bridge is normally designed to house the section of the circuit used to connect the two buildings.
Yes, monorail material handling systems are equipped with several safety devices. These include photocells, bumpers and buffers for smooth, stable trolley movement throughout the circuit. Additionally, safety fencing marks off the perimeter of the circuit to restrict access to the trolley operation area, preventing incidents with people or other machinery.

")






Ask an expert